گزارش کاراموزی شرکت کشت وصنعت دزدشت کنترل کیفیت و تکنولوژی سوسیس کالباس وهمبرگر قابل استفاده دانشجویان رشته شیمی و صنایع غذایی و بهداشتی و کنترل کیفیت در 119 صفحه بصورت word
* فصل اول : آشنایی با مکان کارآموزی (شرکت کشت و صنعت)
- تاریخچه سازمان
- انواع محصولات تولیدی
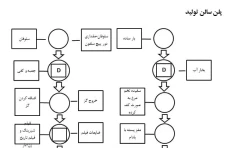
- فرآیند تولید(خدمات)
* فصل دوم : نمودارهای کنترل کیفیت برای متغیر ها در شرکت دزدشت:
- مقدمه
- نمودارهای کنترل R ,
- نمودار کنترل انحراف استاندارد
- تعدیل حدود کنترل
- قدرت نمودار کنترل
- بررسی نقاط بر روی نمودارهای کنترل
* فصل سوم : نمودارهای کنترل برای وضعی ها در شرکت دزدشت:
- مقدمه
- نمودار کنترل P برای نمودار های با حجم ثابت
- نمودار درصد اقلام معیوب
- نمودار کنترل تعداد اقلام معیوب (نمودار NP)
* فصل چهارم : نمونه گیری به منظور پذیرش:
- مقدمه
- نمونه برداری و اهمیت آن در شرکت دزدشت
- اصطلاحات نمونه برداری کاربردی در شرکت دزدشت
- تهیه نمونه های اولیه (نمونه معرف) در شرکت دزدشت
- نمونه برداری تصادفی
- انواع طرح های نمونه گیری
- بهره های رد شده
- منحنی OC برای طرح های یکبار نمونه گیری
- رابطه تولید کننده و مصرف کننده
- تهیه طرح های یکبار نمونه گیری محصولات تکین برای ریسک تولید کننده معین
- طرح های نمونه گیری برای ریسک مصرف کننده معین
- طرح های نمونه گیری محصولات تکین برای ریسک های تولید کننده (شرکت ) و مصرف کننده
- تهیه طرح های جفت نمونه گیری تکین برای ریسک های تولید کننده و مصرف کننده معین
- تهیه طرح های چندبار نمونه گیری تکین برای ریسک های تولید کننده و مصرف کننده معین
- متوسط کیفیت خروجی محصولات تکین
- متوسط تعداد نمونه محصولات تکین
- متوسط کل بازرسی محصولات تکین
-MIL_STD_105D
- سطح کیفیت پذیرفتنی
- اندازه نمونه
- طرح های یکبار نمونه گیری
- طرح های جفت نمونه گیری
- طرح های چندبار نمونه گیری
-بازرسی نرمال،تنگتر شده،کاسته شده
- طرح های نمونه گیری داج-رومیگ:
* فصل پنجم : نتیجه گیری
* جداول
*منابع
در اغلب بازرسی ها ، محصول به دو گروه خوب و بد باید قابل قبول یا غیر قابل قبول سالم و یا معیوب تقسیم می شوند . آّبکاری سطح یک قطعه ممکن است پذیرفتنی باشد یا رد شود. یک لامپ ممکن است روشن شود و سالم باشد و یا خاموش بماند و معیوب باشد.
با چنین روش تقسیم بندی می توان نسبت اقلام معیوب را در زمانهای مشخص و در نمونه های معین بررسی و کنترل کرد . نموداری که برای این کار استفاده می شود نمودار کنترل نسبت اقلام معیوب یا نمودار p نامیده می شود و در موارد دیگر ممکن است به جای اقلام سالم و یا معیوب یک محصول بررسی تعداد نقص های آن محصول در هر قلم و یا در مجموعه ای از اقلام اهمیت داشته باشد .
در یک رادیو ممکن است تعداد یک یا دو یا بیشتر نقص مونتاژ وجود داشته باشد . یک صفحه ممکن اسن بدون غلط تایپ شده باشد و یا یک یا 2 یا بیشتر اغلاط تایپی داشته باشد .
در یک مدت زمان مشخص ممکن است هیچ حادثه ای در یک کارگاه اتفاق نیفتد و یا اینکه دو یا تعدا بیشتری سانحه کار گزارش شود . در هر حال تعداد حوادثی که در طی یک مدت زمان معین اتفاق می افتد و تعدا نقص هایی که در یک نمونه مشاهده می شود را با نمودار کنترل تعدا نقص ها یا نمودار c بررسی وکنترل کرد .
* نمودار های p برای نمونه های با حجم ثابت :
هرگاه محصولی را بررسی کرده و سپس انرا در یکی از دو گروه قابل قبول و یا غیر قابل قبول قرار دهیم می توانیم نسبت اقلام غیر قابل قبول را در یک زمان به زمان دیگر و یا از یک نمونه به نمونه دیگر با رسم نمودار p کنترل کنیم .
مسولین کنترل کیفیت شرکت دزدشت در هر روز دو بار از همبر گر های تولیدی خود نمونه های 20 تایی به صورت تصادفی تهیه می کنند که تعداد اقلام معیوب این محصول در یک هفته به صورت زیر اعلام شده است :
نمودار کنترل انحراف استاندارد :
در بررسی های آماری معمولی ترین اندازه ای که در تعیین پراکندگی استفاده می شود انحراف استاندارد است . انحراف استاندارد بر خلاف دامنه تغییرات R که تنها دو اندازه از یک مجموعه اقلام را در بر می گیرد اندازه ای است که تمام مقادیر یک مجموعه اقلام را در نظر می گیرد و بدین ترتیب اندازه دقیق تری از پراکندگی اقلام مجموعه می باشد .
با وجود این اگر تعداد اقلام مورد بررسی (و در مورد کنترل فرآیند تولید ، حجم نمونه های انتخاب شده ) کم باشد ( مثلا N < 12 ) دامنه تغییرات معیار قابل قبولی برای کنترل پراکندگی بوده و بخاطر ساده بودن محاسبه آن ، از این اندازه استفاده می شود .
ولی اگر حجم نمونه زیاد باشد لزوما باید از انحراف استاندارد استفاده گردد و به جای R با نمودار به بررسی پراکندگی فرآیند تولید پرداخته شود . برای رسم نمودار انحراف استاندارد ، ابتدا انحراف استاندارد هر نمونه را بدست آورده سپس میانگین مقادیر انحراف استانداردهای بدست آمده را محاسبه کرده و خط مرکزی نمودار را برابر این اندازه قرار می دهند .
شرکت دزدشت برای کنترل کار دستگاهی که روده مصنوعی (پوشش مصنوعی) برای فارش یا خمیر کالباس قارچ آزاد می کرد 10 نمونه 10 تایی را در شرایطی که فکر می کرد تولید تحت کنترل است برداشت تا طول انها را اندازه بگیرد ، که شرح داده ها به صورت زیر بود :




دیدگاه خود را ثبت کنید